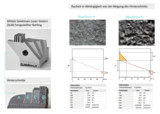
Mit additiver Fertigungstechnik lassen sich Geometrien erstellen, die mit etablierten Herstellungsverfahren nicht realisierbar sind. Zur Prüfung der Oberflächenqualität — vom Pulver bis zum Fertigteil — kommt 3D-Messtechnik von Confovis zum Einsatz.
(PM) Jena, 22.07.2015 - Beim Selektiven-Laser-Sintern (SLS) oder beim Selektiven-Laser-Melting (SLM) werden komplexe Geometrien schichtweise aus pulverförmigem Ausgangsmaterial unter Einwirkung von Laserstrahlen verschmolzen. Ob in der Medizintechnik, im Werkzeug- und Maschinenbau oder in der Automotive- und Aerospace-Industrie: Der Konstruktion stehen durch das neue Verfahren Möglichkeiten zur Verfügung, die mit klassischen Fertigungsverfahren nicht oder nur sehr aufwendig realisierbar sind. So lassen sich beliebige räumliche Geometrien sogar Hohlräume, aufwendige innenliegende Kanalgeometrien oder Hinterschneidungen erstellen. Ein Hauptnachteil des Verfahrens ist jedoch die inhomogene und gestaltabhängige Oberflächengüte.Rauheits- und KonturmessungProzessbedingt verschmilzt das Ausgangsmaterial je nach Gestalt des fertigen Objektes unterschiedlich. Horizontale Flächen weisen eine höhere Güte als vertikale Flächen auf, da der Laser senkrecht zur Oberfläche arbeitet. Soll das Fertigprodukt eine homogene Oberfläche aufweisen, muss diese durch entsprechende Nacharbeit behandelt werden. Das geschieht in der Praxis durch verschiedene Verfahren, wie Gleitschleifen, Strahlen oder Polieren, um nur einige zu nennen. Zur Oberflächenanalyse vom Pulver bis zum Fertigteil wird berührungslose Messtechnik der Confovis GmbH eingesetzt. Mit nur einem Messsystem lassen sich neben Form- und Konturmerkmalen auch Fehler, wie beispielsweise unvollständiges Verschmelzen oder Materialeinschlüsse, sowie Rauheiten dreidimensional messen und auswerten. Dabei weist das Messsystem ein stabilisiertes Messrauschen von 2,1 nm auf (ermittelt gemäß Faires Datenblatt/ OptoAssyst). Rauheiten können mit der von Confovis patentierter Technologie der Strukturierten Beleuchtung nicht nur nach DIN EN ISO 4287/4288, sondern ebenso nach DIN EN ISO 13565 sowie nach DIN EN ISO 25178 ausgewertet werden. Dies ist erforderlich, da sich insbesondere die Oberflächen von mittels SLM erstellten Bauteilen mit klassischen Profilschnitten nicht ausreichend charakterisieren lassen. Flächenhafte Messung für ein Mehr an InformationenWerden beim Herstellungsprozess der Teile z.B. einzelne Kugeln des Pulvers auf der Oberfläche angeschmolzen, können diese selten mit einem einzelnen Tastschnitt erfasst werden und führen so zu einer indifferenten Aussage über die Oberflächengüte. Deshalb ist es unerlässlich die Oberfläche der additiv gefertigten Bauteile dreidimensional zu erfassen und auszuwerten, um angeschmolzene Pulverreste zu erkennen und somit die Oberflächenqualität der hergestellten Bauteile quantitativ und qualitativ zu beschreiben.Die Charakterisierung des Ausgangsmaterials in dem Fall des Pulvers, das mit dem Laser aufgeschmolzen wird erfolgt bislang nur zweidimensional und auf Basis von Bildverarbeitung. Mit dem Confovis Messsystem wird auch das Pulver dreidimensional vermessen. Mit den gewonnenen 3D-Daten können dann zusätzliche Parameter wie Volumen, Kugelradius, Formfaktor oder Aspektverhältnis der Pulverteilchen bestimmt werden. Messtechnik für unterschiedlichste MaterialienMesssysteme, die die gesamte Bandbreite der additiv gefertigten Bauteile messen sollen, müssen unterschiedlichen Reflexionseigenschaften gewachsen sein. Dank der Integration zweier Messverfahren (Fokusvariation und Strukturierte Beleuchtung) erfassen Confovis Messsysteme sowohl spiegelnde als auch stark absorbierende Oberflächen. Das ist erforderlich, um die Prozesskette vom Pulver bis zum Fertigprodukt zu kontrollieren. Um steile Flanken aufzunehmen und auszuwerten, nutzen die Messsysteme zusätzlich zur hochauflösenden Strukturierten Beleuchtung das Fokusvariationsverfahren. Dieses ist vor allem für die Messung von Formen und Konturen vorteilhaft. Dabei beträgt der Akzeptanzwinkel über 85°. Durch die Kombination der Messverfahren braucht nur noch ein Messsystem angeschafft zu werden. Das spart Investitionskosten und den Aufwand für Benutzerschulungen.Artefaktfreie Messungen für zuverlässige MessergebnisseConfovis Messtechnik nutzt die eigens entwickelte und patentierte Technologie der Strukturierten Beleuchtung. Diese lässt sich auf die konfokale Mikroskopie zurückführen allerdings kommt das Messverfahren ohne Lochscheibe (Pinhole-Disc) aus und verwendet statt einem Laser eine LED-Lichtquelle. Der Vorteil: Messartefakte werden signifikant verringert, da kaum unerwünschte Interferenz-Phänomene, wie Kohärenz- und Speckle-Effekte auftreten. Bei der Strukturierten Beleuchtung wird ein optisches Gitter in die Fokusebene des Mikroskops projiziert. Durch die phasenverschobene Abbildung des Gitters kann der Kontrast der beiden Aufnahmen ausgewertet werden. Um die Topographie zu bestimmen, wird wie bei der klassischen Konfokal-Messtechnik die Höhe auf der Z-Achse variiert, wodurch optische Schnitte entstehen.
ANSPRECHPARTNER/KONTAKT
Confovis GmbH
Frau Manja Bächstädt
Hans-Knöll-Str. 6
07745 Jena

+49-3641-27410-12
 baechstaedt@confovis.com
baechstaedt@confovis.com www.confovis.com
www.confovis.com
ÜBER CONFOVIS GMBH
Confovis ist ein High-Tech-Unternehmen, das seit 2009 auf dem Gebiet der optischen 3D-Messtechnik tätig ist. Durch die patentierte Technologie der Strukturierten Beleuchtung ergeben sich neue Möglichkeiten zur schnellen und nanometergenauen Oberflächenanalyse für industrielle Anwendungen. Mit der neusten Gerätegeneration kombiniert Confovis die Fokusvariation und die Konfokal-Messtechnik in einem System. Damit bietet der Messtechnik-Spezialist Industriekunden aus den Bereichen Automotive & Aerospace, Werkzeug- und Maschinenbau, Metallurgie-, Halbleiter-, und optische Industrie eine zeit- und kostensparende Lösung für unterschiedlichste Messaufgaben, wie Mikrokontur- und Rauheitsmessungen.